Metalforming presses are indispensable tools in modern manufacturing, serving as the backbone for shaping metals through processes such as stamping, punching, bending, and drawing. These machines are critical for producing a vast array of components across diverse industries, including automotive, aerospace, electronics, and consumer goods.
Historically, mechanical presses — relying on flywheels and crankshafts — were the dominant technology, offering robust force delivery and high-speed operation. Hydraulic presses followed, providing enhanced control over applied force. The advent of servo technology marks what is widely recognized as the “third-generation” punch press: advanced control, unparalleled flexibility, and the ability to address the complex demands of contemporary manufacturing.
Detailed Guide to Servo Presses
Servo presses embody a revolutionary approach to metalforming, offering precision and adaptability previously unattainable with conventional press technologies.
Principles and Operation: How Servo Presses Work
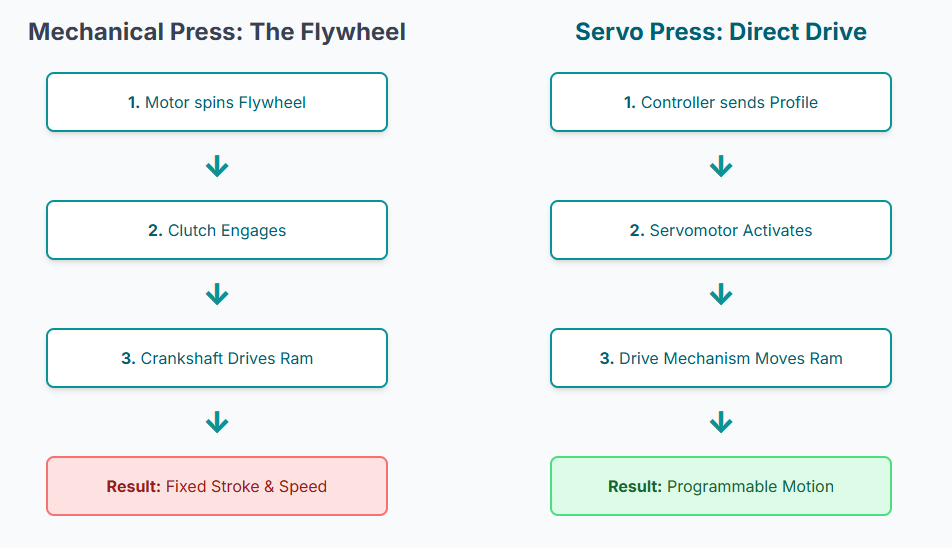
The core principle behind a servo press involves utilizing a servomotor as the direct power source. This motor converts its rotary motion into the linear motion of the ram, enabling precise, programmable control over the ram’s position, velocity, and applied force throughout the entire stroke — something fundamentally impossible with traditional crankshaft-based presses operating at fixed stroke characteristics.
A key capability of servo presses is their ability to execute programmable motion profiles. Operators can define specific parameters for force, speed, and dwell time, meticulously tailoring the stroke to the exact requirements of a given application. This inherent flexibility allows for optimal processing of various stamping operations and is particularly advantageous when working with difficult-to-form materials.
The system operates on a sophisticated closed-loop control mechanism. High-precision sensors — including load cells and encoders — provide real-time feedback on the ram’s position, speed, and force to the controller. The controller continuously processes this data and adjusts the servomotor’s output to maintain the programmed profile with high accuracy and repeatability.
The Servo Press Cycle
- Programming the Motion Profile — The operator defines stroke parameters (force, speed, dwell time) via an HMI or PLC.
- Initiating the Press Cycle — The control system transmits commands to the servomotor, initiating ram movement.
- Ram Movement and Control — The servomotor precisely controls acceleration, velocity, and deceleration. The system constantly adjusts based on real-time sensor feedback.
- Force Application and Monitoring — Load cells continuously monitor the applied force, ensuring precision and repeatability.
- Dwell or Secondary Operations — A distinct advantage: the ram can hold at any position during the stroke, enabling in-die operations such as tapping, riveting, or controlled material flow — not feasible with conventional presses.
- Ram Retraction and Reset — Upon completion, the ram smoothly retracts to home position, preparing for the subsequent cycle.
Key Components
- Servomotor — The central power source, directly driving the ram with programmable control
- Precision encoders — Provide real-time position feedback with sub-millimeter resolution
- Load cells — Monitor applied force throughout the stroke
- Controller/PLC — The “brain” processing feedback and adjusting motor output in real time
- Drive train — Converts rotary motor motion to linear ram travel (ball screw, eccentric, or link mechanism depending on design)
- HMI — Recipe-based interface for storing and recalling motion profiles per part number
Servo Press vs. Mechanical Press: Key Differences
| Parameter | Mechanical Press | Servo Press |
|---|---|---|
| Speed control | Fixed (governed by flywheel/motor) | Fully programmable |
| Force at any position | Constrained by crank angle | Programmable at any point |
| In-die dwell | Not possible | Fully supported |
| Energy source | Flywheel (kinetic energy storage) | Direct motor drive |
| Programming | None | Recipe-based, unlimited profiles |
| Difficult materials (UHSS, titanium) | Limited | Optimized low-speed profile possible |
| Cost | Lower | Higher (2–4× typical) |
| Maintenance | Moderate | Lower (fewer wear components) |
| Noise/vibration | Higher | Significantly lower |
When to Choose a Servo Press
Servo presses are the right choice when:
- You need variable ram speed within a single stroke (e.g., slow approach → fast return)
- You’re forming ultra-high-strength steels (UHSS) or lightweight alloys requiring low forming velocity
- In-die secondary operations (tapping, riveting, staking) are required
- Part dimensional consistency across a production run is critical
- You want to reduce die wear and extend tooling life through controlled impact velocity
Mechanical presses remain the right choice when:
- High cycle rates are the primary objective (blanking, simple punching)
- Budget is the primary constraint
- Part complexity is low and forming parameters are fixed
The Energy Advantage: Regenerative Drive Systems
Many modern servo press systems incorporate regenerative drive technology, capturing energy during the braking phase of the ram’s return stroke and feeding it back to the plant power grid. In high-cycle applications, this can reduce net energy consumption by 30–50% compared to equivalent hydraulic presses, narrowing the total cost of ownership gap over the machine’s lifetime.
Industry Applications
- Automotive structural parts — UHSS B-pillars, door rings, chassis components requiring controlled forming velocity and tight dimensional tolerances
- Electrical components — Fine blanking, progressive die stamping of connector terminals where burr control and surface finish are critical
- Medical devices — Precision forming of implantable components with traceable, recipe-locked process parameters
- Aerospace — Titanium and aluminum alloy forming at optimized strain rates to prevent cracking
Emrah Demirezen — Metal Forming Specialist, Press Design Engineer
info@demirezenengineering.com