Metal şekillendirme ve derin çekme işlemleri, uzun presleme mesafeleri nedeniyle büyük miktarlarda pres enerjisi tüketebilir. Örneğin, 50 tonluk bir mekanik pres ile 10 mm boyunca şekillendirme yapmak 5 kJ enerji gerektirir. Öte yandan, aynı kuvvetle 30 mm boyunca derin çekme yapmak 15 kJ enerji gerektirir.
Ayrıca 1.4016 paslanmaz malzeme 750 MPa akma dayanımına sahipken DX53D 380 MPa’dır — aynı kalıpta paslanmaz malzemeye geçildiğinde pres kuvveti ve enerji 2 katına çıkar.
Enerji Kapasitesi Neden Önemli?
Pres imalatçısının “otomatik modda pres hızı”, nominal pres kuvveti ve enerji kapasitesini içeren bir tablo paylaşması gerekir. Pek çok firma kalıpçı ile iletişimde pres tonajını paylaşsa da enerji kapasitesini belirtmez. Bu durum, özellikle derin çekme uygulamalarında yanlış pres seçimine neden olabilir.
Ara Redüksiyonun Etkisi
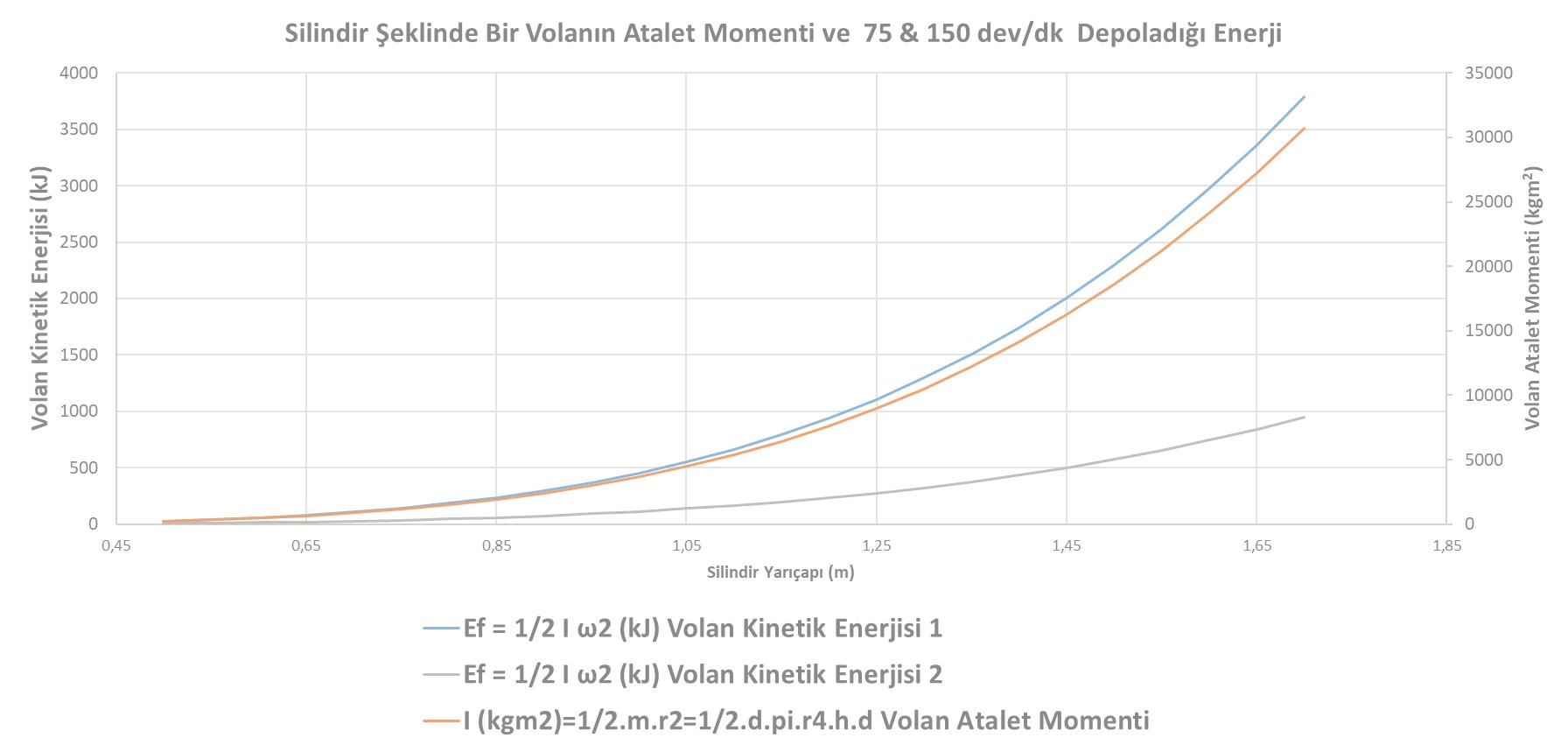
Ara redüksiyonlu mekanik presler, volanın daha hızlı döndürülmesine imkân sağlar. Volanda depolanan enerji, volan açısal hızının karesiyle orantılıdır.
Volan hızı 75 dev/dk’dan 150 dev/dk’ya çıktığında depolanan volan enerjisi 4 kat artar.
 Volan Enerji Kapasitesi Grafiği
Volan Enerji Kapasitesi Grafiği
Yüksek Mukavemetli Çelik ve Hız Düşümü
Yüksek mukavemetli çelikler çok daha yüksek boşluk tutma ve zımba kuvvetleri gerektirir. Bu durum arayüz sıcaklıklarının artmasına neden olur. Sıcaklık kritik bir noktaya ulaştığında yağlama arızası ortaya çıkabilir. Pres hızının düşürülmesi sıklıkla uygulanır; ancak hız kritik bir eşiğin altına indiğinde mevcut enerji hızla azalır.
 Pres Enerji Kapasitesi Grafiği
Pres Enerji Kapasitesi Grafiği
Enerji Kapasitesi Grafiğini Okumak
- Gri çizgi — motorun volanımıza strok başına aktarabileceği enerji
- Kırmızı çizgi — %20 hız düşümü sonrası volanın koça aktarabileceği enerji
- Turuncu/Sarı çizgiler — 2 farklı kalıbın strok başı enerji ihtiyacı
39 strok/dk örneği:
- Kalıp 1 (30 kJ/strok) → sıkıntısız çalışır (volan kapasitesi = 32 kJ)
- Kalıp 2 (36 kJ/strok) → sıkıntı yaşar; hız 42 strok/dk’ya çıkarılmalı
Bir kalıp 39 kJ/strok gerektiriyorsa, motor her strok sonrası volan hızını düşürür ve en sonunda pres çalışamaz hale gelir. Bu durum fabrikada “pres baydı” olarak ifade edilir.
Emrah Demirezen — Metal Şekillendirme Uzmanı, Pres Tasarımcısı
info@demirezenengineering.com