Strok uzunluğunun presleme üretkenliği üzerindeki etkisi fabrikalarda genellikle iyi anlaşılmamıştır. Pres operatörleri sıklıkla nedenini açıklamaksızın, “Bu iş yalnızca bu mekanik preste yapılabilir” veya “Bu işi olması gerektiği kadar hızlı yürütemiyoruz” derler. Pek çok neden mevcut olsa da çoğu zaman sebep, baskının bütünlüğünde ve vuruş uzunluğunda yatmaktadır.
Mümkün Olan En Kısa Stroğun 4 Nedeni
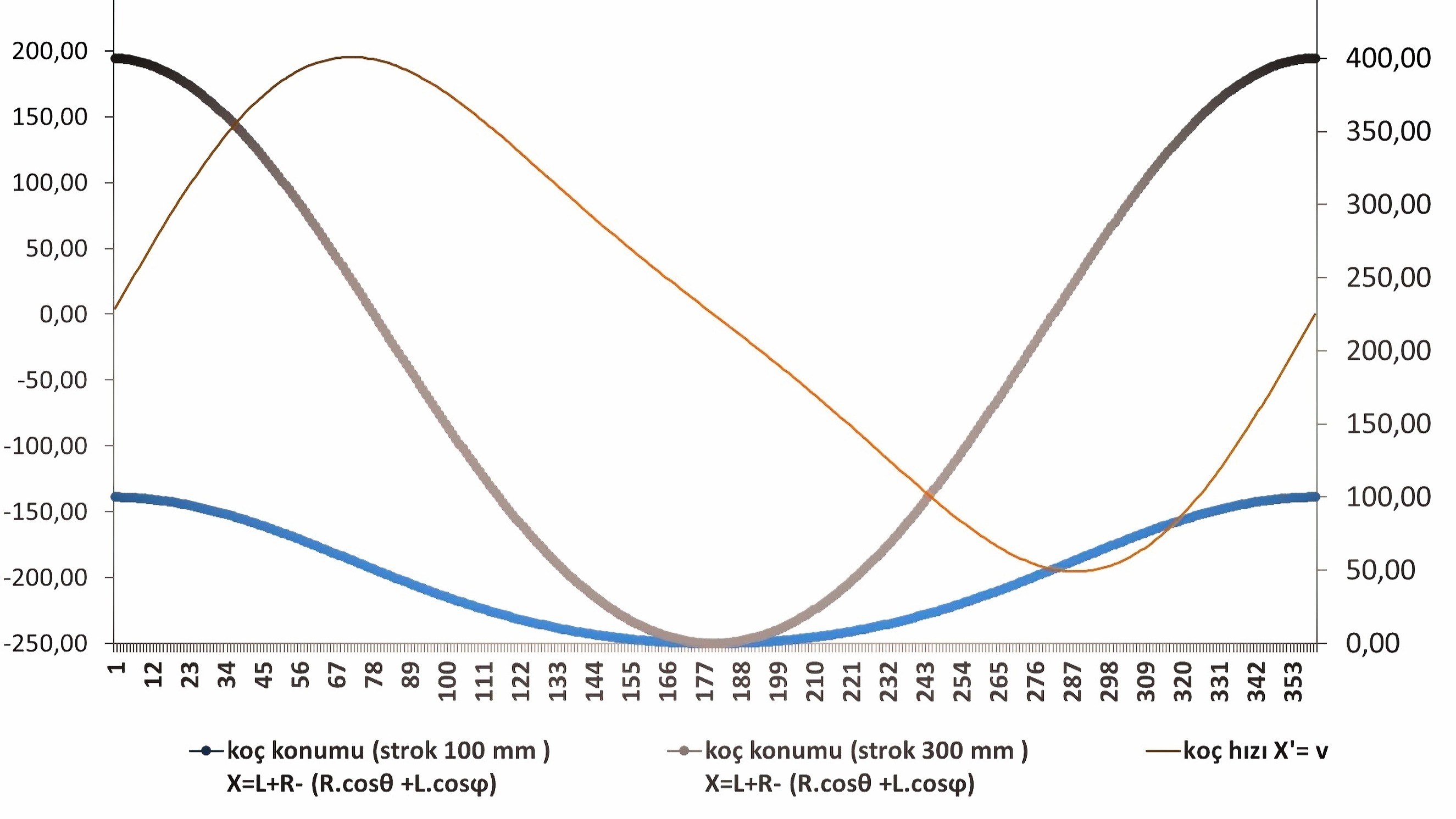
 Koç Konum-Krank Açı Diyagramı
Koç Konum-Krank Açı Diyagramı
-
Boşa harcanan zamanı azaltın — Gereksiz koç hareketi zaman ve enerji israfına neden olur. Daha kısa strok, sürtünme kayıplarını ve kızak aşınmasını azaltır.
-
Pres yapısındaki dinamik kuvvetleri en aza indirin — Koçu ve üst kalıbı belirli bir süre içinde daha kısa bir mesafe boyunca hareket ettirmek, pres gövdesi ve tahrik sistemi içindeki dinamik kuvvetleri ve yorulma etkisini azaltır.
-
Daha iyi şekillendirme — Şekillendirme süresi vuruş uzunluğuyla ters orantılıdır. 300 mm’lik strokta koç, malzeme kalınlığı çizgisiyle 173° derecede kesişirken, 100 mm’lik strokta 165° derecede keser. Bu, 100 mm stroka sahip presin 8° daha uzun şekillendirme süresine sahip olduğu anlamına gelir — 35 vuruş/dk’da 38 milisaniye, yani %114 artış.
-
Daha uzun takım ömrü — Daha kısa stroklar, kalıp zımbalarının iş parçasıyla temas ettiği noktada hızı azaltır. 300 mm stroklu preste koç hızı 130 mm/sn iken, 100 mm stroklu preste aynı konumda 80 mm/sn’dir.
 Koç Hız-Konum Diyagramı
Koç Hız-Konum Diyagramı
Mekanik preslerde optimal strok, mümkün olan en kısa stroktur.
Kısa Strok Kullanımının Faydaları
- Kalıpta daha az zımba kırılması
- Daha az takım bileme ihtiyacı
- Daha iyi şekillendirme
- Daha uzun pres ömrü
- Daha az titreşim
- Daha az gürültü
İdeal Olmayan Presleme İşlemlerinin En Yaygın Nedenleri
Ekipmanın amacına uygun kullanılmaması:
- Bir işi eldeki ekipmanla çalıştırma
- İdareten yapacak ekipmanı satın alma
Çalışma koşullarının önemli ölçüde değişmesi:
- Üretim hacimleri veya parti boyutlarının değişmesi
- Ürün özelliklerinin veya parça toleranslarının daralması
Eskimiş ekipmanlar:
- Daha yeni teknolojilerin yokluğu
- Otomasyon veya yedek parça eksikliği
Emrah Demirezen — Metal Şekillendirme Uzmanı, Pres Tasarımcısı
info@demirezenengineering.com