Kesme (punching/blanking) işlemlerinde malzeme kopar kopmasına; ancak bu anda pres gövdesinde, kalıp ve takımlarda ciddi dinamik etkiler ortaya çıkar. Bu yazıda kesme şoku ve ters tonajı teknik olarak ele alacağız.
Kesme Şoku Nedir?
Kesme işlemi sırasında zımba malzemeye baskı uygular. Malzeme bir noktaya kadar elastik deformasyon geçirir, ardından ani olarak kopar. Kopma anında depolanan enerji ani biçimde serbest kalır ve pres gövdesinde şiddetli bir titreşim (kesme şoku) oluşur.
 Kesme Şoku ve Ters Tonaj Dinamik Modeli
Kesme Şoku ve Ters Tonaj Dinamik Modeli
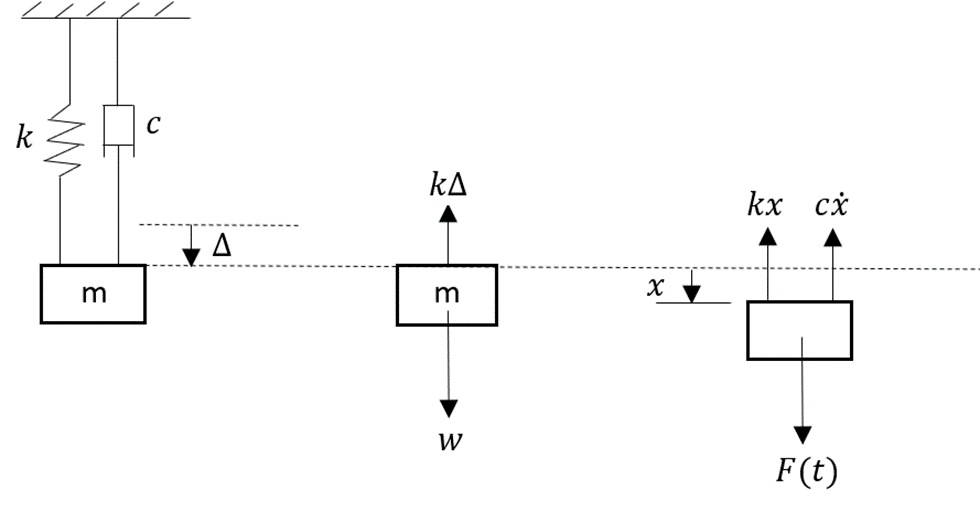
Dinamik Model
Kesme şokunu modellemek için presin dinamik davranışını şu şekilde tanımlayabiliriz:
- Kesme öncesi: Krank mili + biyel + koç sistemi, artan yük altında elastik enerji depolar
- Kopma anı: Yük aniden sıfıra düşer; depolanan elastik enerji kinetik enerjiye dönüşür
- Kesme sonrası: Pres gövdesi serbest titreşime geçer; bu titreşim ters tonaj olarak ölçülür
Ters Tonaj Nedir?
Normal presleme yükü koçu aşağı iter. Kopma anında ise pres mekanizması, depolanan elastik enerji nedeniyle koçu yukarı fırlatmaya çalışır. Bu yukarı yönlü kuvvete ters tonaj (reverse tonnage) denir.
Ters tonaj etkileri:
- Krank mili, biyel ve yataklarda ek gerilme
- Pres gövdesinde çatlak oluşumu riski
- Kalıp ve takımlarda erken aşınma
- Parça kalitesinde bozulma (çapak, yüzey dalgalanması)
%10 Tolerans Kuralı
Endüstride genel kabul gören kural şudur:
Ters tonaj, presin anma tonajının %10’unu geçmemelidir.
Örneğin 500 tonluk bir preste ters tonaj sınırı 50 tondur. Bu sınır aşılırsa:
- Kalıp tasarımı revize edilmeli (basamaklı zımba, açılı kesme kenarı)
- Pres hızı düşürülmeli
- Yay destekli koç dönüş sistemi (counterbalance) gözden geçirilmeli
Kesme Şokunu Azaltma Yöntemleri
Kalıp tasarımında:
- Basamaklı zımba (stepped punch): Birden fazla zımba farklı yüksekliklerde kesme yaparak şoku dağıtır
- Açılı kesme kenarı (shear angle): Zımba veya baskı plakasında açı verilerek kesme kademeli hale getirilir
- Sıkıştırma yayları: Kopma anında koçu destekler, titreşimi söndürür
Pres konfigürasyonunda:
- Daha sert gövde ve krank mili tasarımı
- Yüksek sönümleme kapasiteli yatak sistemleri
- Koç dengeleme sistemi (counterbalance) optimizasyonu
İşlem parametrelerinde:
- Pres hızını düşürmek → depolanan elastik enerjiyi azaltır
- Yağlama optimizasyonu → sürtünme kaynaklı ek yükü azaltır
Emrah Demirezen — Metal Şekillendirme Uzmanı, Pres Tasarımcısı
info@demirezenengineering.com