Bu yazımızda mekanik pres ile derin çekme ve koç konum hız diyagramı arasındaki ilişkiyi inceleyeceğiz. Hem eksantrik pres hem de kemik eklemli pres (link drive) mekanizmalarından dolayı koç konumuna göre hız ve ivme değerlerinde değişimler olacaktır. Bu durum derin çekme operasyonları için çok dikkat edilmesi gereken bir noktadır.
Koç konum hız diyagramına göre:
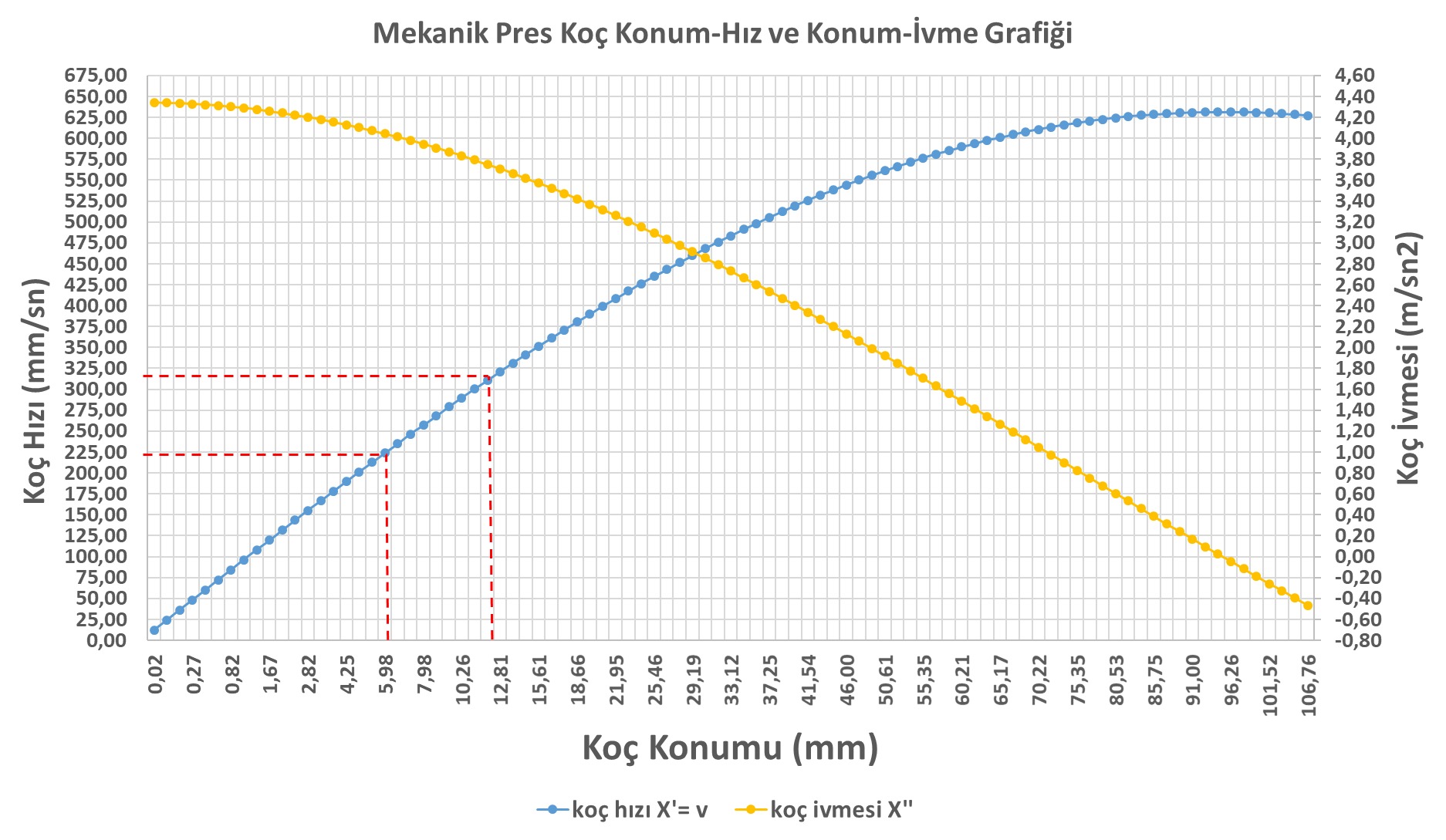
- Koçun hızı, kalıp tam kapanır durumdayken 0 değerine ulaşır; ivmesi ise maksimumda olur.
- Anma tonaj yüksekliğinin 2 katı yükseklikte iken koç anlık hızı, anma tonaj yüksekliğindeki hızının %50 üzerindedir.
- Grafikte görüldüğü gibi anma tonaj yüksekliğinde 225 mm/sn hıza sahip pres, 100 mm seviyesinde bu değerin 3 katı koç hızına sahiptir.
 Mekanik Pres Koç Konum-Hız ve Konum-İvme Grafiği
Mekanik Pres Koç Konum-Hız ve Konum-İvme Grafiği
Mekanik Pres mi, Hidrolik Pres mi?
Bu pres hızları yük durumunda hidrolik pres hızıyla mukayese edildiğinde çok yüksektir. Bu nedenle derin çekme işlemleri çoğunlukla hidrolik preslerde tercih edilir. Ancak hidrolik presler; enerji tüketimi fazlalığı ve üretim hızlarının düşüklüğü bakımından mekanik preslere karşı dezavantajlıdır.
Derin çekme içeren metal şekillendirme operasyonlarında mekanik presler kullanılabilir. Dikkat edilmesi gereken nokta, yüksek şekil değiştirme hızlarından dolayı malzemeyi yırtmamaktır.
Şekil Değiştirme Hızı ve Malzeme Davranışı
Aşağıdaki grafik DKP saca ait bir FLD (Forming Limit Diagram / Şekil Değiştirme Limit Diyagramı) örneğidir. Farklı presleme hızlarında malzemenin hangi şekil değiştirme limitlerinde yırtıldığını göstermektedir.
 Farklı şekil değiştirme hızlarında forming limit diyagramları
Farklı şekil değiştirme hızlarında forming limit diyagramları
Sonuç: Malzeme düşük presleme hızlarında daha sünek davranış göstermektedir. Koç ivmesinden dolayı oluşacak yüksek şekil değiştirme ivmeleri, bir hidrolik prese kıyasla aynı kalıbın daha yüksek tonaj çekmesine sebep olacaktır.
Kaynak: Seçkin Gökşen, “The Effect of Strain Rate and Temperature on Deep Drawing for Different Constitutive Relations”, 2019
Emrah Demirezen — Metal Şekillendirme Uzmanı, Pres Tasarımcısı
info@demirezenengineering.com